

Empowering Intelligence: Alpha Unveils Next-Generation Industrial Control Systems
ALPHAAlpha's groundbreaking industrial control systems—engineered to revolutionize modern mining. With intelligent technologies driving enhanced precision and efficiency, our next-generation systems ensure stable, safe, and smarter operations. From density control to intelligent concentration and medium addition, Alpha delivers the tools to empower mining’s future.
Core Automation Products for Modern Mining
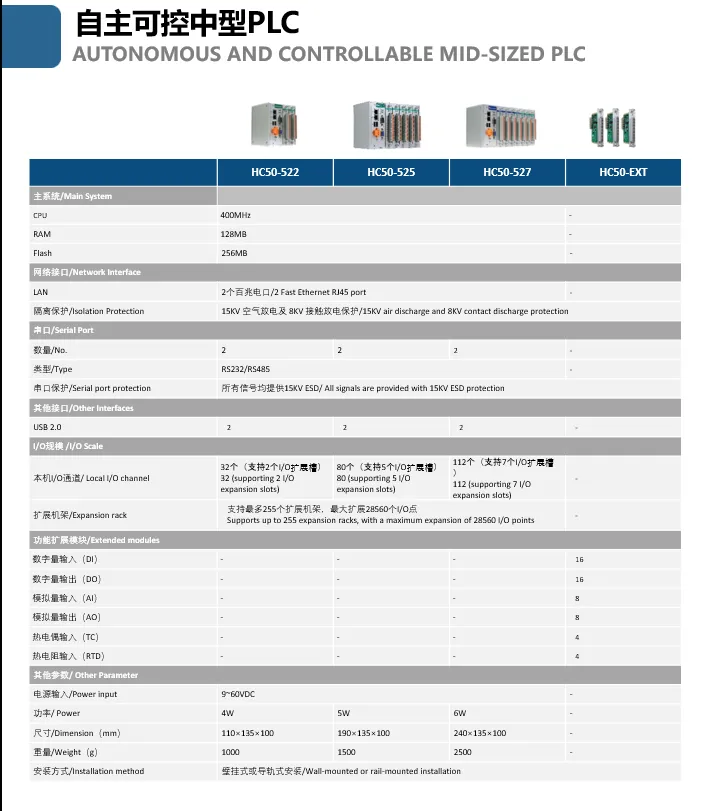
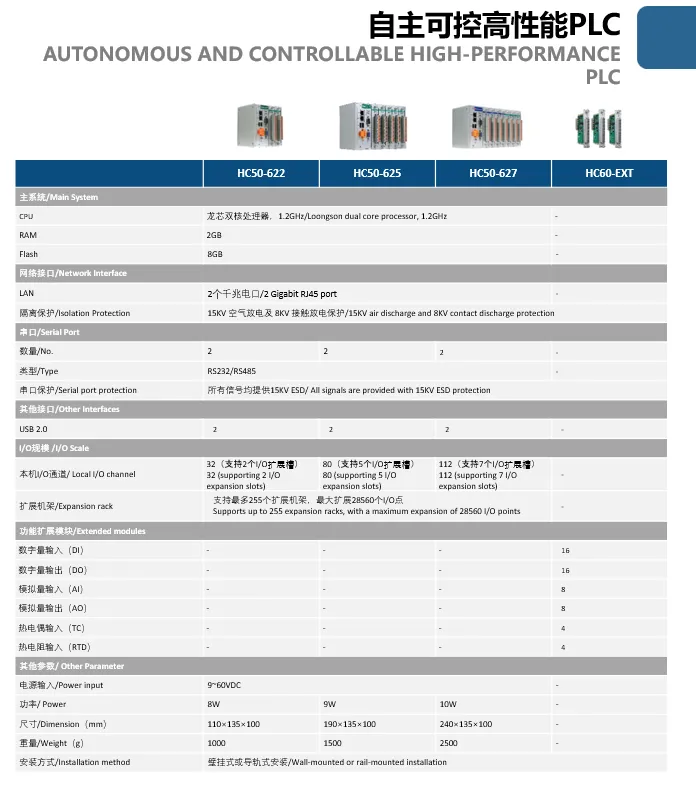
Smart PLC Controller
The Smart PLC Controller prioritizes "independent innovation and safety," featuring a domestic hardware platform and open-source software. It includes trusted computing and national encryption algorithms, ensuring operational safety and stability across mining applications while providing a robust foundation for intelligent solutions.
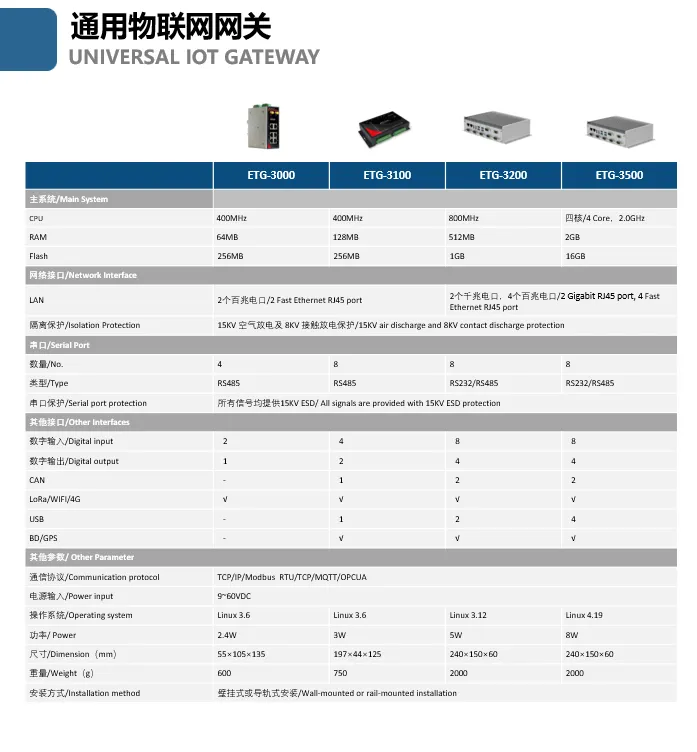
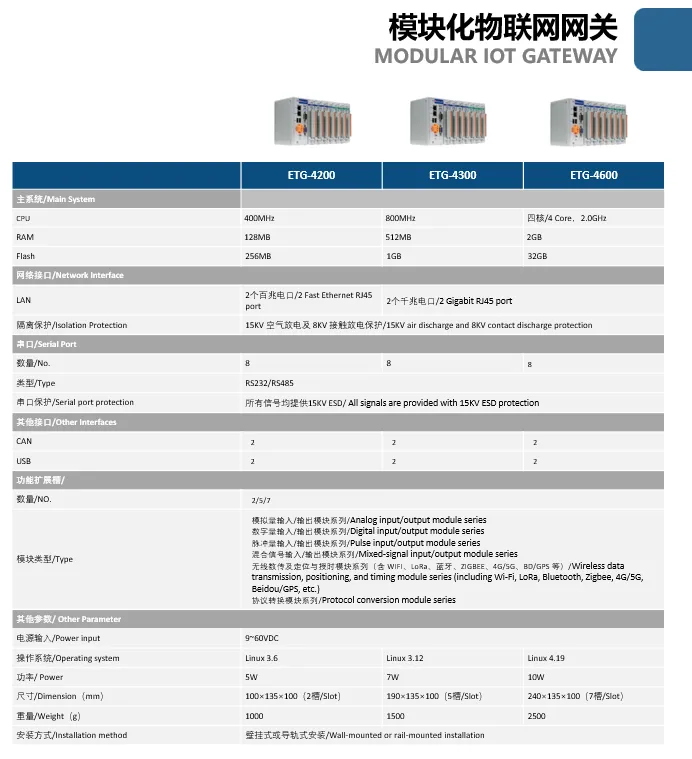
Multi-Protocol Gateway
Designed for "flexible connectivity and efficient integration," the Multi-Protocol Gateway facilitates seamless communication between various industrial protocols. It supports conversions like Modbus RTU to Modbus TCP and OPC UA, enhancing system compatibility and optimizing data flow for intelligent device management in mining.
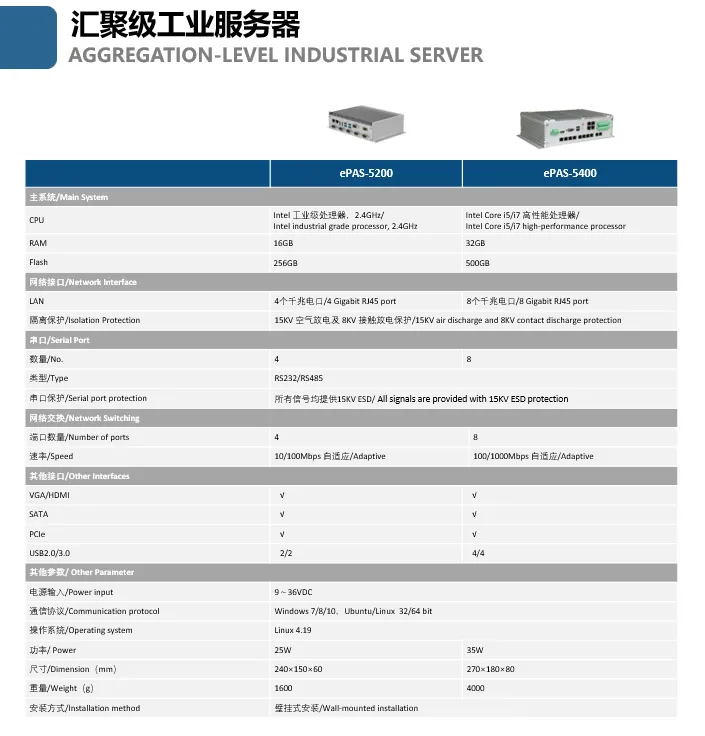
High-Performance Data Acquisition System
Focused on "real-time accuracy and stability," this system efficiently collects and processes mining production data. It provides reliable input for intelligent systems, aiding management in informed decision-making.
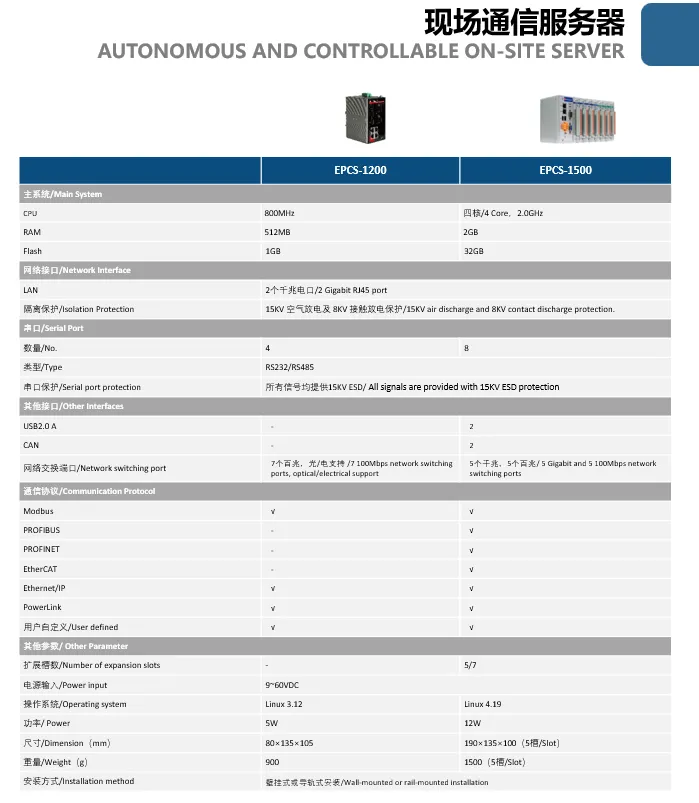
Industrial Network Security Protection System
With an emphasis on "comprehensive protection and intelligent defense," this system offers multi-layered security for industrial networks, integrating firewalls, intrusion detection, and VPN support to safeguard against threats and ensure system stability.
These industrial control systems lay a strong foundation for the modern industrial sector, enhancing production efficiency and safety while empowering enterprises to achieve intelligent operational management.
Alpha Industrial Control System: Featured Products

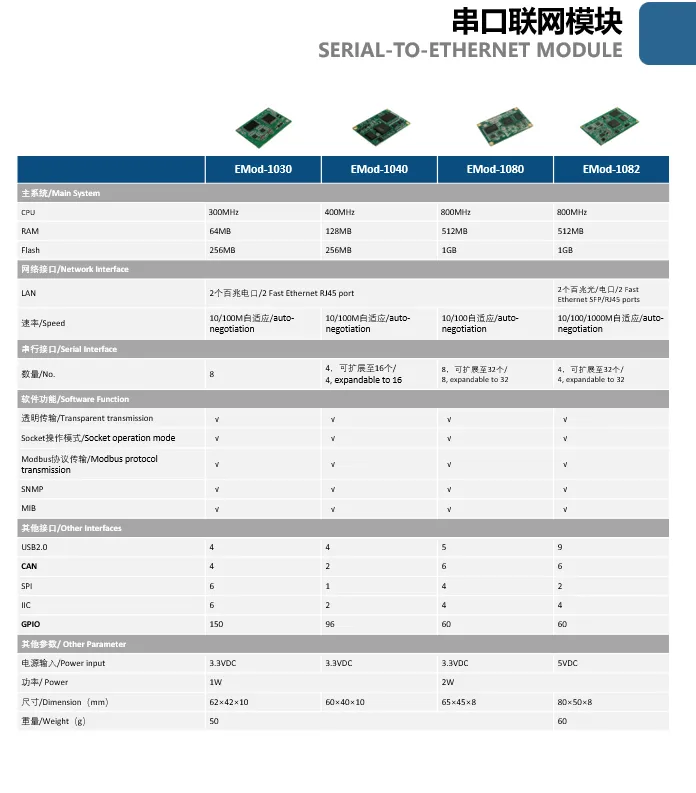
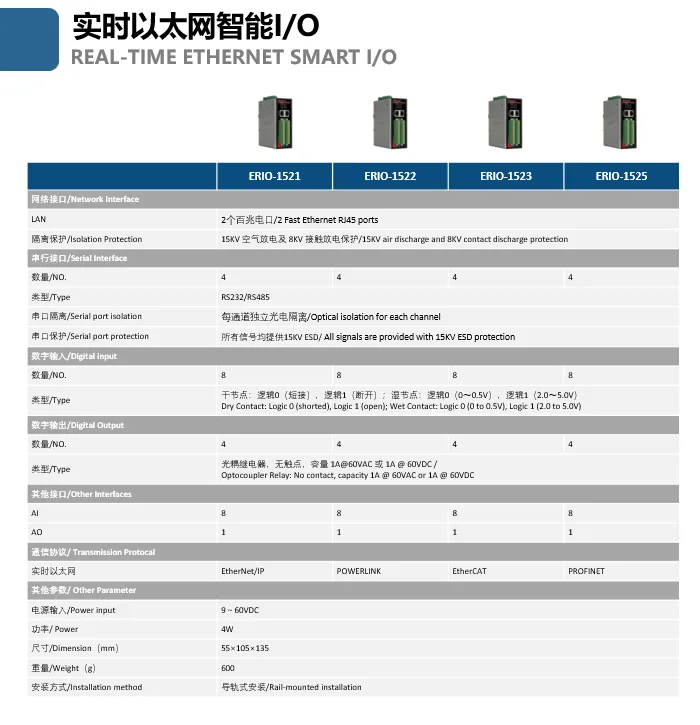
Serial-to-Ethernet Server
Product Description
The Serial-to-Ethernet Server is a high-performance device designed for industrial environments, enabling multiple serial devices to connect to Ethernet for enhanced data transmission efficiency.
Key Features
(1)Industrial-grade design ensures long-term reliable operation.
(2)Supports various network protocols to suit diverse applications.
(3) Equipped with multiple serial ports for large-scale device connectivity.
Main Components
(1)Serial Interface: Connects various serial devices.
(2)Ethernet Interface: Links serial ports to the network, supporting data transfer and communication.

Industrial Ethernet Gateway
Product Description
The Industrial Ethernet Gateway facilitates communication between different network protocols, enhancing the compatibility of industrial automation systems.
Key Features
(1) Supports multiple protocol conversions, including Modbus RTU to Modbus TCP.
(2) Ensures real-time data transmission for improved system response.
(3) User-friendly interface simplifies the setup process.
Main Components
(1)Ethernet Interface: For network connectivity.
(2)Processing Unit: Manages protocol conversion and data processing to ensure smooth communication.

Industrial Security Router
Product Description
The Industrial Security Router integrates multiple layers of security features to provide comprehensive protection for industrial networks.
Key Features
(1)Built-in firewall and intrusion detection systems safeguard network security.
(2) Enhances remote access security, ensuring data transmission privacy.
(3) Intuitive management interface for easy configuration and monitoring.
Main Components
(1)Security Processor: Offers robust data encryption and decryption capabilities.
(2)Network Interface: Facilitates network connectivity and data transmission, ensuring stable communication.

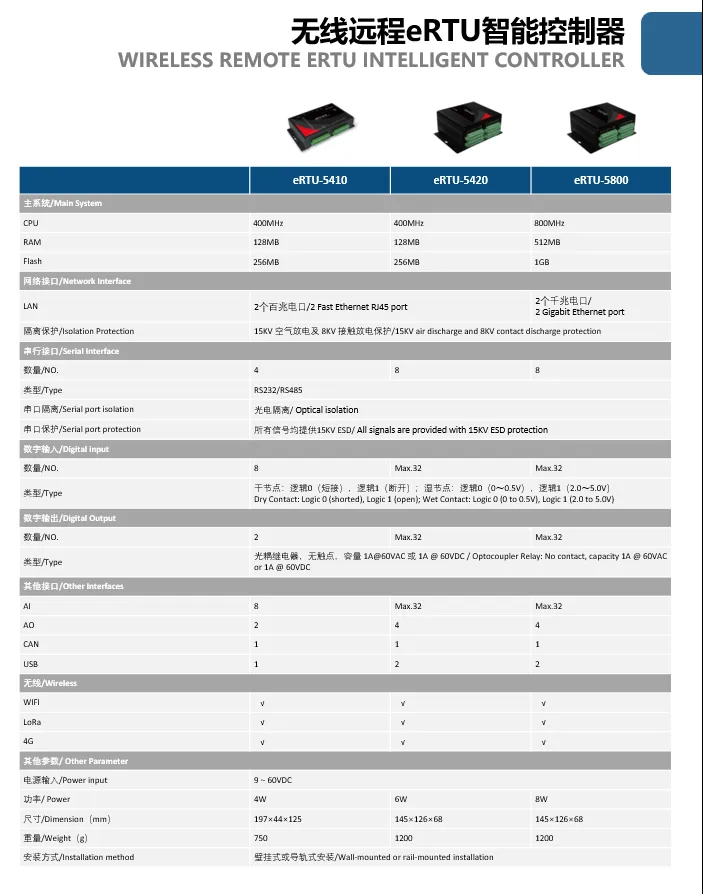
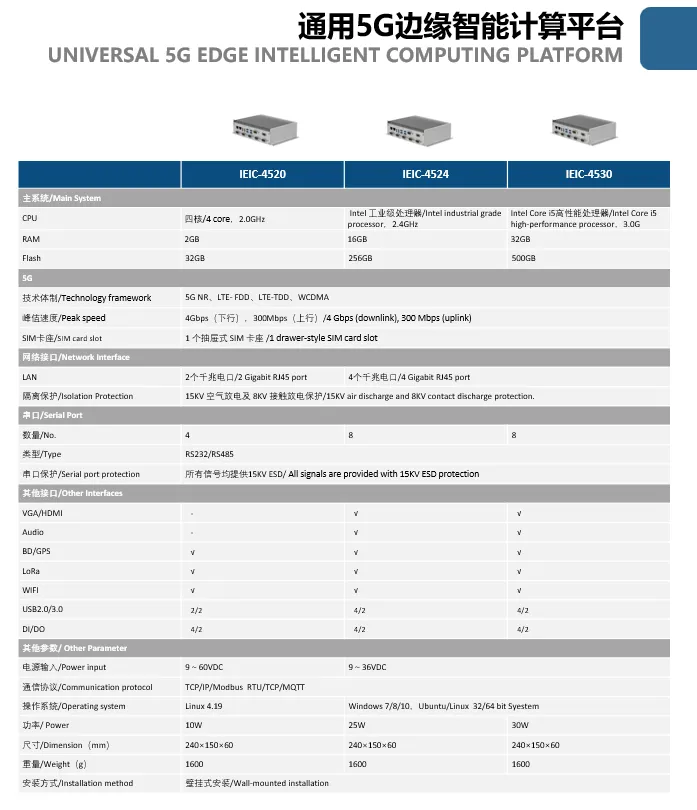
Industrial LoRa Gateway
Product Description
The Industrial LoRa Gateway is designed for remote monitoring and data collection, supporting long-range wireless communication suitable for complex environments.
Key Features
(1)Enables wireless data transfer over several kilometers, ideal for remote monitoring applications.
(2) Energy-efficient design suitable for long-term operation.
(3)Adaptable to wireless communication needs in challenging environments.
Main Components
(1)Facilitates remote wireless data transmission.
(2)Connects to the industrial network, ensuring stable data transfer.
Application Scene
Intelligent Density Control System

The Intelligent Density Control System maintains stable product quality by using raw coal ash as a feedforward measure and product ash as feedback. It integrates manual testing, big data analysis, and smart density forecasting, coordinating automated water valves and medium pumps to ensure quality and stabilize washing results.
Intelligent Dense Media Feeding System


The Intelligent Dense Media Feeding System automates medium preparation based on density control needs, allowing centralized equipment management. This system replaces manual control, optimizing production, stabilizing performance, reducing costs, and enhancing efficiency.
Intelligent Concentration System

The Intelligent Concentration System controls reagent addition based on coal slurry treatment status. It monitors key conditions—feed flow rate, concentration, water depth, turbidity, and bottom flow—to adjust reagent amounts appropriately. This automation lowers labor intensity and reduces chemical consumption.
Intelligent Mine Integrated Management Platform

The Smart Mine Integrated Management Platform is key to digital transformation in mining. It integrates multiple systems—mining, beneficiation, transportation, and safety—into one intelligent platform. This enables real-time data collection and analysis, aiding decision-making while improving efficiency and safety. It also conducts long-term data analysis, offering trend predictions and optimization recommendations for sustainable mining operations.
Product Catalogue (Partial)
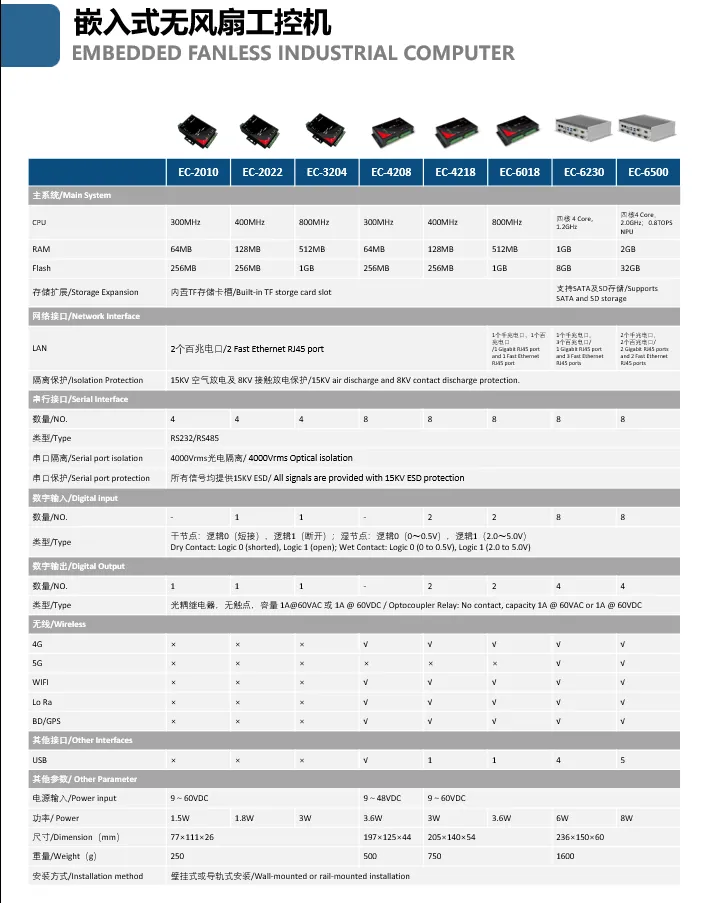
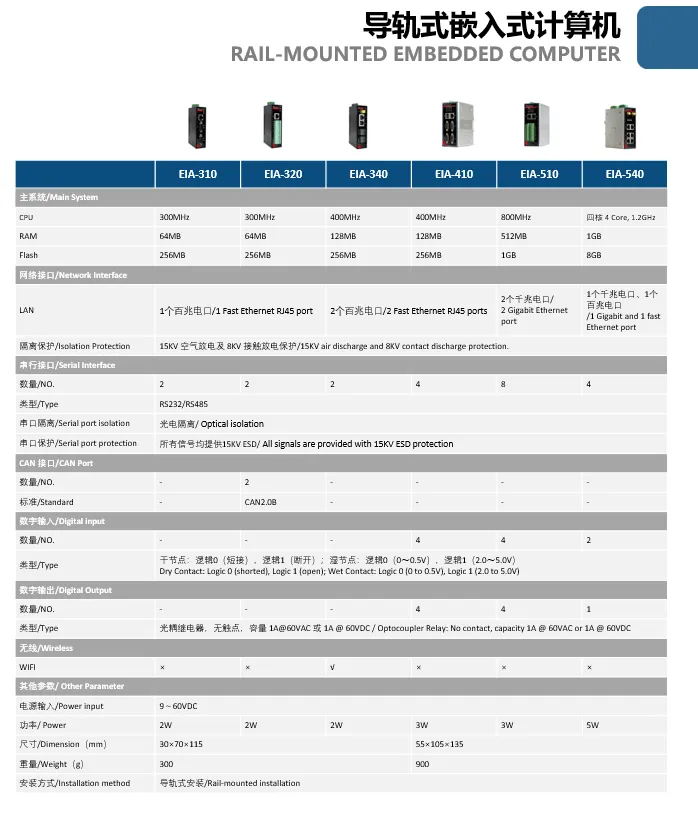
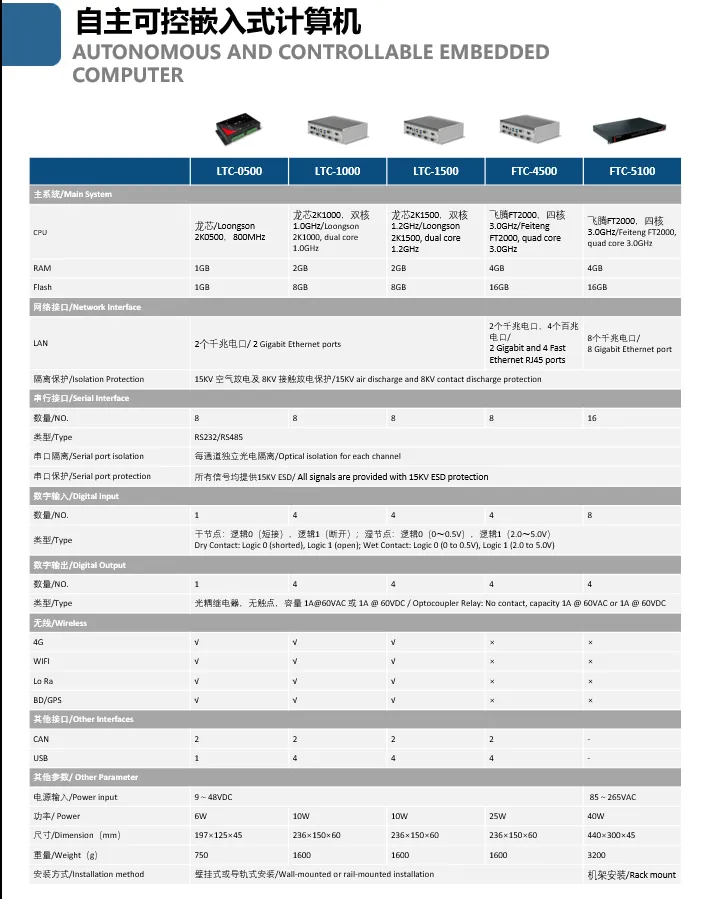
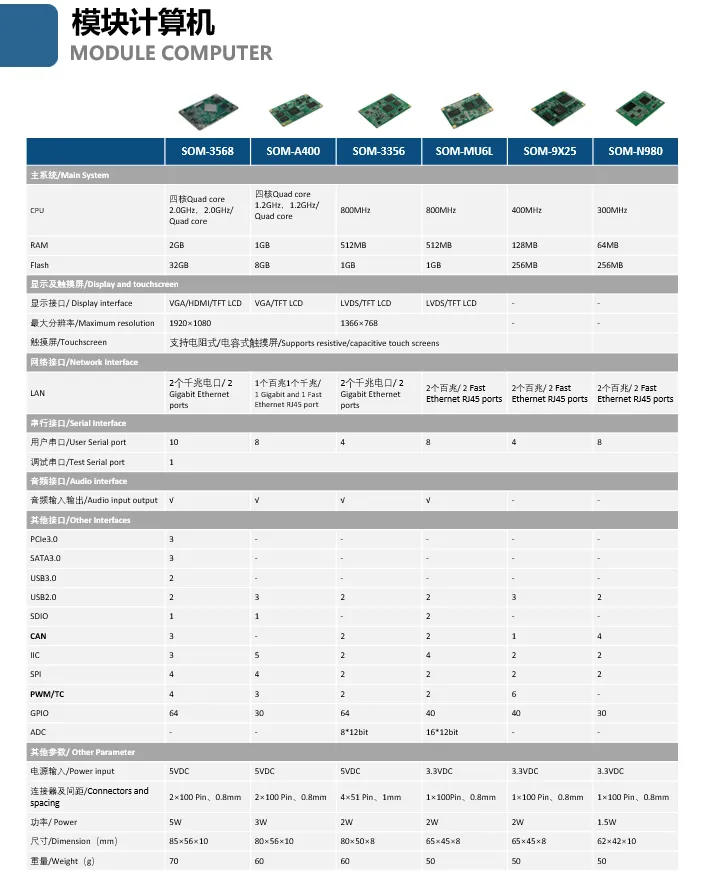
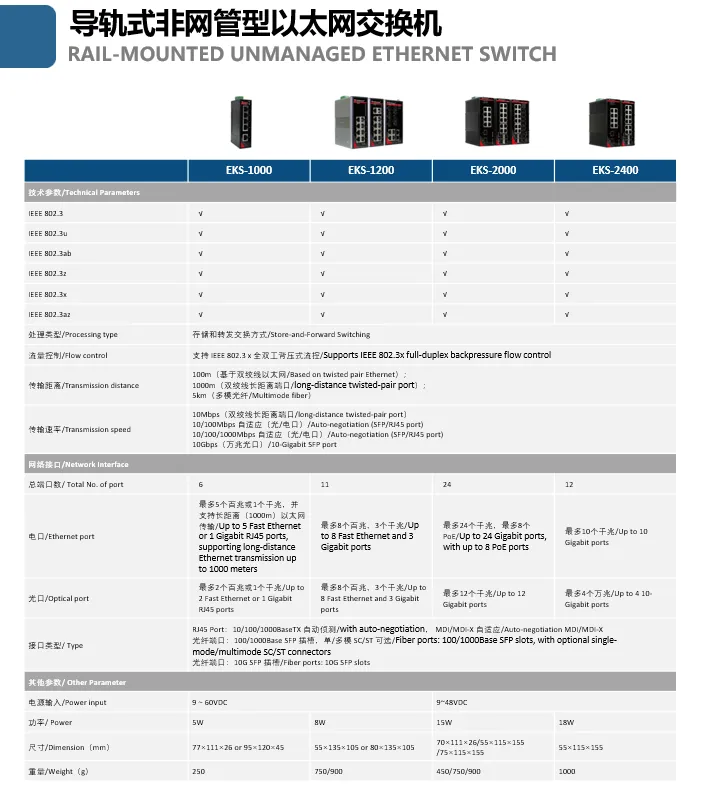

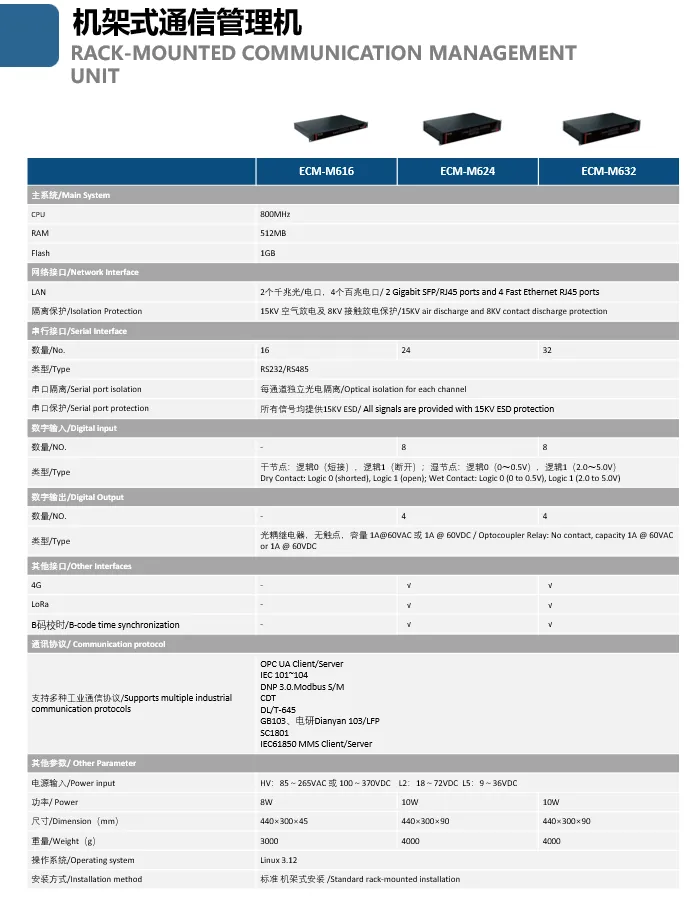





Alpha's next-generation industrial control systems ensure safe, stable mine operations while driving intelligent transformation. With advanced features like Intelligent Density Control, Intelligent Dense Medium Feeding System System, and Intelligent Concentration System, our solutions optimize efficiency and lay the foundation for limitless smart mining potential.
